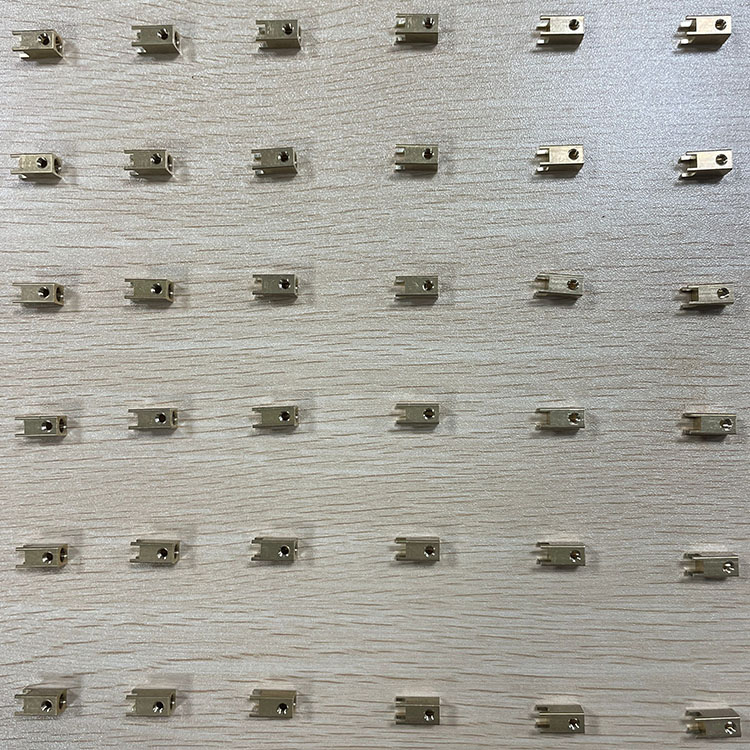
射频同轴连接器端子是采用黄铜HPb59材料来加工,其二次加工比较繁琐需要侧面钻孔,铣槽,铰内孔及攻牙加工。
随着人工成本不断上涨及人工难招难管理,射频同轴连接器端子再采用往年传统人工分段工艺来二次加工钻孔――铣槽――铰孔――攻牙已经没有优势和同行竞争。于是目前大家首选考虑的加工工艺会用CNC车铣复合机一次性完成,可以解决人工难招问题,但是效率低,没有产量,投入机床成本也高,短期小批量生产会有优势,当量起来后大批量价格下不来,从而客户把单转走。因为射频同轴连接器端子是行业里面标准件,不仅量大,常年四季都有需求,于是客户找到了《深圳市恒诺新能源科技自动化有限公司》帮其研发一款专用机一次性完成全自动钻孔铣槽铰孔攻牙机来提高产量,减少投入成本,和同行竞争有优势。我们恒诺自动铣槽机床工程师首选伺服全自动钻侧孔铣槽铰内孔攻牙机推荐方案,也得到客户一致认可。
下面就这款伺服全自动钻侧孔铣槽铰内孔攻牙专用机加工工艺简单介绍:
主轴采用伺服:先打侧孔――铣一边槽――铰内孔――再铣另一边槽――伺服攻牙一次性完成。
主轴采用伺服是能起到快速移动,定位也更加比液压精准,同时调机方便;攻牙采用伺服是能保证牙品质稳定,调机过程中也方便。
综合以上三种加工工艺,我们深圳恒诺自动铣槽机床厂家推荐伺服全自动钻侧孔铣槽铰内孔攻牙机不仅能提高效率,同时也能降低投资机床成本,也得到了客户们高度评价和认可。
《恒诺伺服全自动钻侧孔铣槽铰内孔攻牙专用机客户案例》: